Пожалуйста, оставьте нам сообщение

Технология 3D-печати SLM
2026-05-18
Среди множества технологий 3D-печати металлами селективная лазерная плавка (Selective Laser Melting, SLM), без сомнения, является одной из самых ярких «звезд». Она позволяет напрямую «печатать» металлические детали со сложной конструкцией и превосходными эксплуатационными характеристиками, что кардинально меняет подходы к производству в таких отраслях, как аэрокосмическая промышленность, медицина и производство пресс-форм. Сегодня компания Biz3D предлагает вам системно ознакомиться с технологией SLM: что это такое, каковы ее преимущества и недостатки, а также в каких областях она уже «проявила себя».
1. Что такое технология SLM?
SLM (Selective Laser Melting, селективное лазерное плавление) — это технология аддитивного производства металлов, основанная на методе плавления порошкового слоя (PBF). Ее основной принцип заключается в следующем:
1. Нанесение порошка: Устройство для нанесения порошка равномерно распределяет слой металлического порошка (толщина обычно составляет 20–60 мкм) на платформе для формования.
2. Лазерная плавка: Высокоэнергетический лазерный луч, руководствуясь данными трехмерной модели после нарезки на слои, выборочно сканирует и полностью плавит частицы порошка.
3. Формование путем затвердевания: Расплавленный металл за очень короткое время остывает и затвердевает, образуя плотный металлический слой.
4. Послойное наслоение: Платформа опускается на толщину одного слоя, после чего процесс нанесения порошка и лазерной плавки повторяется до тех пор, пока не будет сформирована вся деталь.
5. Последующая обработка: Удаление лишнего порошка, проведение термообработки, шлифования, полировки, механической обработки и других видов последующей обработки для получения готовой детали.
В отличие от SLS (селективного лазерного спекания), при котором порошок обычно подвергается спеканию (частичное плавление частиц порошка или только плавление поверхности), при SLM порошок полностью плавится, что позволяет получить плотность и механические свойства, близкие к кованым деталям.
II. Преимущества технологии SLM
1. Очень высокая степень свободы конструкции, что позволяет создавать конструкции, «недоступные для традиционных технологий»
Наиболее заметным преимуществом технологии SLM является возможность свободного изготовления сложных конструкций. Она позволяет воплощать в жизнь такие конструкции, как внутренние каналы, полости, матричные структуры и топологически оптимизированные конструкции, которые трудно или невозможно реализовать с помощью традиционной механической обработки. Кроме того, эта технология поддерживает интегрированное формование, сокращает количество этапов сборки и значительно сокращает цикл от проектирования до получения готового изделия.
Это означает, что инженеры могут приступать к проектированию, действительно исходя из принципа «функциональность превыше всего», а не ограничиваться технологическими ограничениями.
2. Материал обладает превосходными характеристиками, приближающимися к характеристикам кованых деталей или даже превосходящими их
В технологии SLM высокоэнергетический лазер полностью плавит металлический порошок; при использовании оптимальных технологических параметров и последующей обработки можно получить:
① Высокая плотность: Обычно достигает 99,5 % и более, а у некоторых материалов может превышать 99,9 %.
② Хорошие механические свойства: Прочность на разрыв, предел текучести, усталостные характеристики и т. д. сопоставимы с показателями кованых деталей.
③ Однородная структура: Мелкозернистая структура способствует повышению общих эксплуатационных характеристик деталей.
Таким образом, детали, изготовленные по технологии SLM, могут напрямую использоваться в качестве критически важных узлов, подверженных высоким нагрузкам и требующих высокой надежности.
3. Высокая степень использования материалов, что соответствует принципам экологически безопасного производства
Технология SLM использует метод порошкового слоя, при котором нерасплавленный порошок можно повторно использовать, что обеспечивает коэффициент использования материала на уровне более 90 %. По сравнению с традиционной механической обработкой (при которой большое количество металла теряется в виде стружки) эта технология позволяет экономить материалы и в большей степени соответствует принципам экологически устойчивого производства.
4. Широкие возможности индивидуальной настройки
Технология SLM идеально подходит для производства небольших партий и индивидуальных заказов. Поскольку при SLM не требуются пресс-формы, а печать осуществляется непосредственно на основе 3D-модели, она позволяет быстро реагировать на изменения в конструкции и запросы клиентов, а себестоимость единицы продукции является более выгодной по сравнению с традиционным производством с использованием пресс-форм. Преимущества этой технологии особенно заметны в таких областях, как медицинские имплантаты и индивидуальные потребительские товары.
5. Широкий спектр применения материалов
Спектр металлических материалов, пригодных для обработки методом SLM, весьма широк и включает: алюминиевые сплавы (например, AlSi10Mg, 6061), нержавеющую сталь (например, 316L, 17-4PH), титановые сплавы (например, Ti-6Al-4V, TC4), высокотемпературные сплавы на основе никеля (например, GH3625, GH4169, Inconel 718), кобальт-хромовые сплавы, инструментальную сталь, сталь для изготовления пресс-форм и т. д.
Это обеспечивает широкий выбор материалов для различных отраслей.

Таблица металлических материалов и их характеристик, изготовленных по технологии SLM
III. Недостатки и проблемы технологии SLM
1. Высокая стоимость оборудования и порошка
①Оборудование SLM стоит дорого, что требует от предприятий значительных начальных вложений.
② Требования к производству металлического порошка высоки, а его цена выше, чем у традиционных сырьевых материалов.
В связи с этим технология SLM в настоящее время больше подходит для производства продукции с высокой добавленной стоимостью и небольшими партиями, а не для массового производства с низкой себестоимостью.
2. Эффективность обработки зависит от толщины слоя и скорости сканирования
Несмотря на постоянный технический прогресс, по сравнению с традиционным массовым литьем и ковкой скорость формования с помощью технологии SLM по-прежнему остается относительно низкой: чем тоньше слой, тем выше точность, но тем дольше длится печать. Печать крупных деталей может занимать десятки часов или даже несколько дней.
Таким образом, в условиях массового производства технология SLM больше подходит в качестве дополнительного процесса или для изготовления ключевых компонентов.
3. Точность размеров и шероховатость поверхности требуют улучшения
Несмотря на то, что технология SLM обеспечивает высокую точность размеров (обычно около ±0,1 мм, в зависимости от оборудования и размеров), детали, требующие сверхвысокой точности, по-прежнему нуждаются в последующей механической обработке. Шероховатость поверхности стандартных деталей обычно составляет 6–15 мкм по шкале Ra, поэтому для улучшения качества поверхности требуется дополнительная обработка, такая как шлифование, полировка или пескоструйная обработка.
4. Проблемы остаточных напряжений и деформаций
В процессе быстрого плавления и охлаждения металла возникают значительные термические напряжения, которые могут привести к короблению, деформации и образованию трещин в деталях, а также к нарушению соединения с основой. Эту проблему необходимо устранять с помощью грамотного проектирования опорных конструкций, оптимизации технологических параметров, предварительного нагрева и термообработки.
5. Высокие требования к стабильности технологического процесса и контролю качества
На качество SLM влияют различные факторы, такие как: мощность лазера, скорость сканирования, шаг сканирования, размер частиц порошка, сыпучесть порошка, ровность слоя порошка, температура окружающей среды, чистота защитного газа (обычно азота или аргона) и т. д. Это требует строгого контроля технологических параметров, онлайн-мониторинга и контроля качества, а также предъявляет высокие требования к операторам и техническому обслуживанию оборудования.
IV. Типичные области применения технологии SLM
1. Аэрокосмическая отрасль
Авиакосмическая отрасль является одной из областей, где технологии SLM применяются наиболее широко; в настоящее время наиболее распространенными примерами их использования являются:
① Легкие конструкционные элементы: снижение веса за счет топологической оптимизации и решетчатой конструкции, что позволяет повысить топливную экономичность.
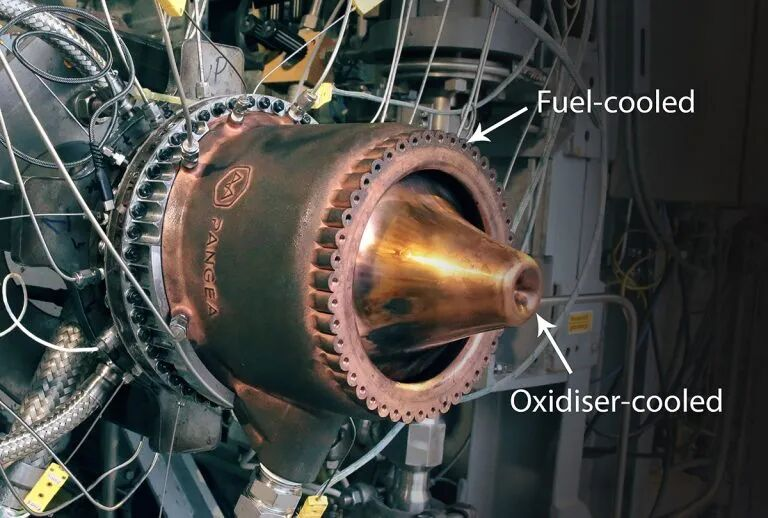
② Лопатки турбин и сопла со сложной системой охлаждения: повышение эффективности охлаждения и увеличение срока службы.
③ Детали, выпускаемые небольшими партиями и имеющие высокую добавленную стоимость: например, кронштейны, соединительные элементы, конструктивные детали и т. п.
Технология SLM позволяет добиться максимальной легкости конструкции при сохранении прочности и надежности, что имеет большое значение для аэрокосмической отрасли.

Детали ракетных двигателей, изготовленные по технологии SLM
2. Медицина и стоматология
Применение технологии SLM в медицинской сфере в основном сосредоточено в следующих областях:
① Индивидуальные имплантаты: например, костные пластины из титанового сплава, вертлужные чашки, протезы коленного сустава и т. п., которые могут быть изготовлены на заказ на основе данных КТ/МРТ пациента.
② Стоматологическая реставрация: например, коронки, мосты, абатменты для имплантатов и т. п.
③ Хирургическая направляющая: повышает точность операции, сокращает время ее проведения и снижает риски.
Возможности индивидуальной настройки и высокая биосовместимость технологии SLM делают её важным производственным инструментом в медицинской сфере.

Стоматологическая печать по технологии SLM
3. Производство пресс-форм и инструментов
В отрасли производства пресс-форм технология SLM может использоваться для:
① Формы с охлаждающими каналами, повторяющими форму изделия: оптимизированные охлаждающие каналы, спроектированные с учетом формы полости, повышают эффективность охлаждения, сокращают цикл формования и улучшают качество продукции.
② Сложные конструкции, такие как вставки и сердечники: сокращение количества сборок и увеличение срока службы пресс-формы.
В отрасли производства пресс-форм предъявляются чрезвычайно высокие требования к эффективности и качеству, а применение технологии SLM позволяет значительно повысить производительность и конкурентоспособность продукции.

Формы для обуви, изготовленные методом SLM
4. Автомобильная и гоночная отрасли
В сфере гоночных и высокопроизводительных автомобилей технология SLM практически стала стандартом, позволяя быстро изготавливать высокопроизводительные детали, создавать облегченные конструкционные элементы, изготавливать детали по индивидуальному заказу, производить пробные партии и проводить проверку работоспособности, что значительно сокращает цикл разработки.

Детали для автомобилей на альтернативных видах топлива, изготовленные по технологии SLM
5. Промышленное оборудование и энергетика
Технология SLM может применяться для изготовления сложных деталей с проточными каналами и высокотемпературных компонентов для нефтегазовой и энергетической отраслей, а также для производства облегченных шарниров, кронштейнов и других деталей для робототехники и автоматизированного оборудования.
Технология SLM позволяет оптимизировать конструкцию и снизить вес, сохраняя при этом прочность и коррозионную стойкость.
Источник: Цепочка создания стоимости в сфере аддитивного производства

Детали промышленного оборудования, изготовленные по технологии SLM
V. Тенденции развития технологии SLM
1. Большие размеры заготовок, более высокая производительность: Появление все большего числа многолазерных установок с большими рабочими площадками способствует постоянному повышению производительности.
2. Моделирование технологических процессов и интеллектуальное управление: Прогнозирование деформаций и остаточных напряжений с помощью моделирования, а также управление по замкнутому циклу посредством онлайн-мониторинга.
3. Постоянное расширение спектра материалов: Новые высокопрочные алюминиевые сплавы, сплавы с высокой энтропией, материалы с функциональным градиентом и т. д. становятся актуальными направлениями исследований.
4. Интеграция с традиционными технологиями: SLM + механическая обработка, SLM + литье/кование, что формирует комбинированную модель производства «аддитивное + субтрактивное».
Заключение
Технология SLM, благодаря своей высокой гибкости, высокой производительности и возможности индивидуальной настройки, становится одной из ключевых технологий в сфере высокотехнологичного производства. Хотя в настоящее время она по-прежнему сталкивается с проблемами, связанными со стоимостью, эффективностью и контролем качества, с постоянным развитием технологий и расширением сферы применения SLM, несомненно, будет играть важную роль во все большем числе отраслей.